




පිරිවිතර
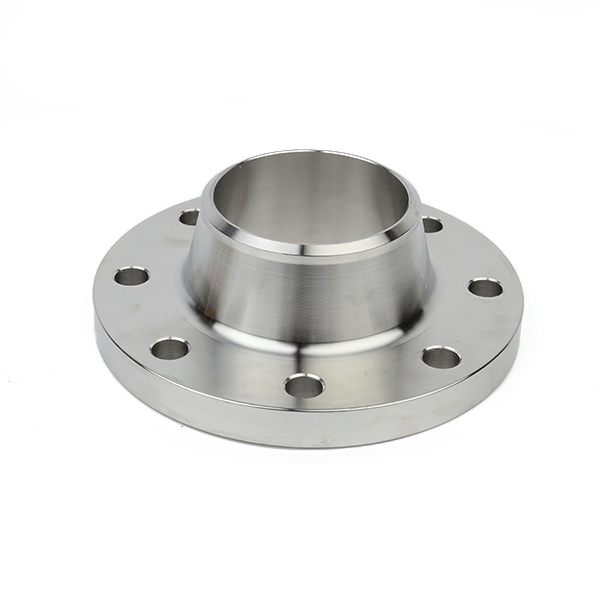
| නිෂ්පාදන නාමය | ලැප් ජොයින්ට්/ලිහිල් ෆ්ලැන්ජ් |
| ප්රමාණය | 1/2"-24" |
| පීඩනය | 150#-2500#,PN0.6-PN400,5K-40K |
| සම්මත | ANSI B16.5,EN1092-1, JIS B2220 ආදිය. |
| කඩුල්ලේ කෙළවර | එම්එස්එස් එස්පී 43, ඒඑස්එම්ඊ බී16.9 |
| ද්රව්ය | මල නොකන වානේ:A182F304/304L, A182 F316/316L, A182F321, A182F310S, A182F347H, A182F316Ti, 317/317L, 904L, 1.4301, 1.4307, 1.4401, 1.4571,1.4541, 254Mo සහ යනාදිය. |
| කාබන් වානේ:A105, A350LF2, S235Jr, S275Jr, St37, St45.8, A42CP, A48CP, E24, A515 Gr60, A515 Gr 70 ආදිය. | |
| ඩුප්ලෙක්ස් මල නොබැඳෙන වානේ:UNS31803, SAF2205, UNS32205, UNS31500, UNS32750, UNS32760, 1.4462,1.4410,1.4501 සහ යනාදිය. | |
| නල මාර්ග වානේ:A694 F42, A694F52, A694 F60, A694 F65, A694 F70, A694 F80 ආදිය. | |
| නිකල් මිශ්ර ලෝහය:inconel600, inconel625, inconel690, incoloy800, incoloy 825, incoloy 800H,C22, C-276, Monel400, Alloy20 ආදිය. | |
| Cr-Mo මිශ්ර ලෝහය:A182F11, A182F5, A182F22, A182F91, A182F9, 16mo3,15Crmo, ආදිය. | |
| අයදුම්පත | ඛනිජ රසායනික කර්මාන්තය; ගුවන් සේවා සහ අභ්යවකාශ කර්මාන්තය; ඖෂධ කර්මාන්තය; ගෑස් පිටාර ගැලීම; බලාගාරය; නැව් ගොඩනැගීම; ජල පිරිපහදු කිරීම යනාදිය. |
| වාසි | සූදානම් තොග, වේගවත් බෙදාහැරීමේ කාලය; සියලු ප්රමාණවලින් ලබා ගත හැකිය, අභිරුචිකරණය කළ; උසස් තත්ත්වයේ |
මාන ප්රමිතීන්
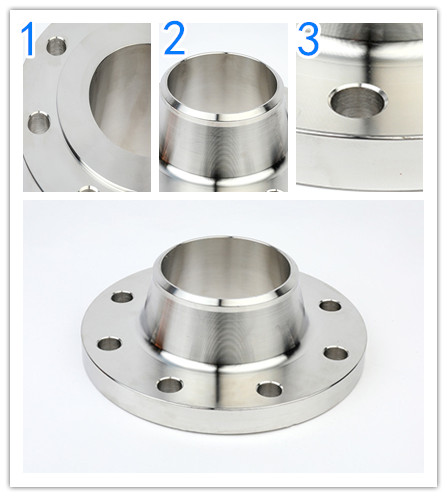
නිෂ්පාදන විස්තර ප්රදර්ශනය
1. මුහුණ
මුහුණ (RF), සම්පූර්ණ මුහුණ (FF), මුදු සන්ධිය (RTJ), කට්ට, දිව, හෝ අභිරුචිකරණය කළ හැක.
2. ANSI B16.25 අනුව බෙවල් කෙළවර
3.CNC දඩය අවසන්.
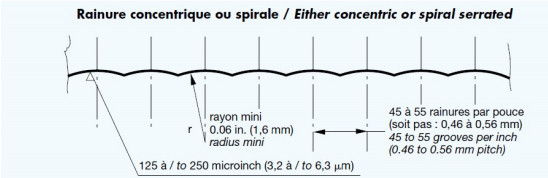
මුහුණත නිමාව: ෆ්ලැන්ජ් මුහුණතෙහි නිමාව මනිනු ලබන්නේ අංක ගණිතමය සාමාන්ය රළුබව උස (AARH) ලෙස ය. නිමාව තීරණය කරනු ලබන්නේ භාවිතා කරන ප්රමිතිය අනුව ය. උදාහරණයක් ලෙස, ANSI B16.5 125AARH-500AARH (3.2Ra සිට 12.5Ra) පරාසයක් තුළ මුහුණත නිමාවන් නියම කරයි. වෙනත් නිමාවන් අවශ්ය විට ලබා ගත හැකිය, උදාහරණයක් ලෙස 1.6 Ra max,1.6/3.2 Ra, 3.2/6.3Ra හෝ 6.3/12.5Ra. 3.2/6.3Ra පරාසය වඩාත් සුලභ වේ.
සලකුණු කිරීම සහ ඇසුරුම් කිරීම
• සෑම ස්ථරයක්ම මතුපිට ආරක්ෂා කිරීම සඳහා ප්ලාස්ටික් පටල භාවිතා කරයි.
• සියලුම මල නොබැඳෙන වානේ සඳහා ප්ලයිවුඩ් කේස් මගින් ඇසුරුම් කර ඇත. විශාල ප්රමාණයේ කාබන් ෆ්ලැන්ජ් සඳහා ප්ලයිවුඩ් පැලට් මගින් ඇසුරුම් කර ඇත. නැතහොත් අභිරුචිකරණය කළ හැකි ඇසුරුම්.
• ඉල්ලීම මත නැව්ගත කිරීමේ ලකුණක් කළ හැකිය
• නිෂ්පාදනවල සලකුණු කැටයම් කළ හැකිය හෝ මුද්රණය කළ හැකිය. OEM පිළිගනු ලැබේ.
පරීක්ෂාව
• UT පරීක්ෂණය
• පීටී පරීක්ෂණය
• MT පරීක්ෂණය
• මාන පරීක්ෂණය
බෙදා හැරීමට පෙර, අපගේ QC කණ්ඩායම NDT පරීක්ෂණය සහ මාන පරීක්ෂාව සංවිධානය කරනු ඇත. TPI (තෙවන පාර්ශවීය පරීක්ෂාව) ද පිළිගනු ඇත.
නිෂ්පාදන ක්රියාවලිය
| 1. අව්යාජ අමුද්රව්ය තෝරන්න | 2. අමුද්රව්ය කපන්න | 3. පෙර රත් කිරීම |
| 4. ව්යාජ ලෙස සකස් කිරීම | 5. තාප පිරියම් කිරීම | 6. රළු යන්ත්රෝපකරණ |
| 7. විදුම් | 8. සියුම් යන්ත්රෝපකරණ | 9. සලකුණු කිරීම |
| 10. පරීක්ෂාව | 11. ඇසුරුම් කිරීම | 12. භාරදීම |
සහයෝගිතා නඩුව
තුර්කියේ ව්යාපෘතියක්, ස්වාභාවික වායු නල මාර්ගවල ෆ්ලැන්ජ් භාවිතා වේ. එම සියලුම ෆ්ලැන්ජ් TUV විසින් අනුමත කර ඇත.
ෆ්ලැන්ජ් දත්ත පත්රිකාව
1. ෆ්ලැන්ජ් මානයන් සහ ඉවසීම් ASME B16.5 අනුව විය යුතුය.
2. ෆ්ලැන්ජ් නිෂ්පාදනය කළ යුත්තේ ව්යාජ ලෙස සකස් කිරීමෙනි.
3. ද්රව්ය ASTM A105, ASTM A694 F65 සහ ASTM A694 F70 ප්රමිතීන්ට අනුකූල විය යුතුය.
4. ASTM A694 F65 සහ ASTM A694 F70 ෆ්ලැන්ජ් නිවා දමා තෙම්පරාදු කළ යුතුය.
5. TPI පරීක්ෂණ සඳහා ද්රව්ය පරීක්ෂණ සහතික සහ තාප පිරියම් කිරීමේ වාර්තා ලබා ගත හැකි විය යුතුය.
6. WN ෆ්ලැන්ජ් ASME B16.25 ට අනුකූලව බෙවල් කෙළවර සහිත විය යුතුය.
7. ද්රව්ය රසායනික හා යාන්ත්රික පරීක්ෂණ අගයන් (බලපෑම, අස්වැන්න, ආතන්ය ආදිය) අදාළ ප්රමිතීන්ට අනුකූල විය යුතුය.
8. මලකඩ වැළැක්වීම සඳහා සියලුම මතුපිට යන්ත්රෝපකරණ කර විනිවිද පෙනෙන තෙල්වලින් වාර්නිෂ් කළ යුතුය.
9. ලකුණු කිරීමෙහි පහත තොරතුරු ඇතුළත් විය යුතුය,
• විෂ්කම්භය (උදා. 6”)
• පීඩන පන්තිය (උදා. 150 LB)
• ද්රව්ය ශ්රේණිය (නිදසුනක් ලෙස ASTM A 105)
• බිත්ති ඝණකම (උදා. 4,78 මි.මී.)
• තාප අංකය (උත්. 138413)
• නිෂ්පාදන ප්රමිතිය (ASME B16.5)
10. ද්රව්ය මතුපිට දෝෂ සහ ඉරිතැලීම් වලින් තොර විය යුතුය. වෙල්ඩින් අලුත්වැඩියාවන් දැඩි ලෙස තහනම්ය.
11. සියලුම ෆ්ලැන්ජ් මුද්රා තැබීමේ මතුපිටක් සහිතව ඉහළට මුහුණත (RF) තිබිය යුතුය. මුද්රා තැබීමේ මතුපිට ASME B46.1 ට අනුව Ra 3,2 – 6,3 µm (125 – 250 mic. inc.) විය යුතුය.
12. යන්ත්රෝපකරණ සහ මුද්රා තැබීමේ මතුපිට වලට සිදුවන හානි වැළැක්වීම සඳහා ද්රව්ය ඇසුරුම් කළ යුතුය.
13. සියලුම මානයන් ධන (+) ඉවසීම් වලින් යුක්ත විය යුතුය. අඩු ඉවසීම් සපුරා තහනම්ය.
14. ෆ්ලැන්ජ් බෙවලිං ASME B16.25 ට අනුකූලව සිදු කළ යුතුය.
15. නිෂ්පාදන ක්රියාවලිය ඕනෑම අවස්ථාවක TPI මගින් පරීක්ෂා කරනු ලැබේ.
16. රසායනික/යාන්ත්රික පරීක්ෂණ සාම්පල සඳහා TPI ඕනෑම ද්රව්යයකින් සාම්පල ලබා ගත හැක.
17. පැමිණෙන පරීක්ෂණ වාර්තාව TPI විසින් සමාලෝචනය කළ යුතුය.


| අයිතමය | ප්රමාණය (අඟල්) | පීඩන පන්තිය | CS | ද්රව්ය | WT (මි.මී.) | ස්ථානය | ප්රමාණය. |
| සෝර්ෆ් | 12 | 150එල්බී | 20 | ඒ 105 | - | ටැංකි ෆ්ලැන්ජ් | 48 |
| සෝර්ෆ් | 8 | 150එල්බී | 20 | ඒ 105 | - | ටැංකි ෆ්ලැන්ජ් | 32 |
| සෝර්ෆ් | 3 | 150එල්බී | 20 | ඒ 105 | - | ටැංකි ෆ්ලැන්ජ් | 32 |
| ෆ්ලැන්ජ්, වෑල්ඩින් බෙල්ල | 24 | 150එල්බී | 20 | ඒ 105 | 14 | ටැංකි ෆ්ලැන්ජ් | 2 |
| ෆ්ලැන්ජ්, වෑල්ඩින් බෙල්ල | 24 | 150එල්බී | 20 | ඒ 105 | 5.54 ශ්රේණිය | ටැංකි ෆ්ලැන්ජ් | 4 |
| සෝර්ෆ් | 20 | 150එල්බී | 20 | ඒ 105 | - | ටැංකි ෆ්ලැන්ජ් | 6 |
| ෆ්ලැන්ජ්, වෑල්ඩින් බෙල්ල | 24 | 150එල්බී | 20 | ඒ 105 | 5.54 ශ්රේණිය | ටැංකි ෆ්ලැන්ජ් | 8 |
| ෆ්ලැන්ජ්, වෑල්ඩින් බෙල්ල | 24 | 150එල්බී | 20 | ඒ 105 | 14 | ටැංකි ෆ්ලැන්ජ් | 8 |
| ෆ්ලැන්ජ්, වෑල්ඩින් බෙල්ල | 24 | 150එල්බී | 20 | ඒ 105 | 16 | ටැංකි ෆ්ලැන්ජ් | 8 |
| සෝර්ෆ් | 3 | 150එල්බී | 20 | ඒ 105 | - | ටැංකි ෆ්ලැන්ජ් | 24 |
| සෝර්ෆ් | 20 | 150එල්බී | 20 | ඒ 105 | - | ටැංකි ෆ්ලැන්ජ් | 6 |
| ෆ්ලැන්ජ්, වෑල්ඩින් බෙල්ල | 24 | 150එල්බී | 20 | ඒ 105 | 5.54 ශ්රේණිය | ටැංකි ෆ්ලැන්ජ් | 8 |
| ෆ්ලැන්ජ්, වෑල්ඩින් බෙල්ල | 24 | 150එල්බී | 20 | ඒ 105 | 14 | ටැංකි ෆ්ලැන්ජ් | 16 |
| අයිතමය | ප්රමාණය (අඟල්) | පීඩන පන්තිය | CS | ද්රව්ය | WT (මි.මී.) | ස්ථානය | ප්රමාණය. |
| ෆ්ලැන්ජ්, වෑල්ඩින් බෙල්ල | 24 | 400එල්බී | 62 | ASTM A694 F70 | 7.92 යි | පීඑස්එම් 1 | 2 |
| ෆ්ලැන්ජ්, වෑල්ඩින් බෙල්ල | 20 | 400එල්බී | 62 | ASTM A694 F70 | 7.14 ශ්රේණිය | පීඑස්එම් 1 | 6 |
| ෆ්ලැන්ජ්, වෑල්ඩින් බෙල්ල | 24 | 400එල්බී | 62 | ASTM A694 F70 | 7.92 යි | පීඑස්එම් 1 | 4 |
| ෆ්ලැන්ජ්, වෑල්ඩින් බෙල්ල | 20 | 400එල්බී | 62 | ASTM A694 F70 | 7.14 ශ්රේණිය | පීඑස්එම් 1 | 10 |
| ෆ්ලැන්ජ්, වෑල්ඩින් බෙල්ල | 12 | 400එල්බී | 62 | ASTM A694 F70 | 4.78 ට වැඩි | පීඑස්එම් 1 | 4 |
| ෆ්ලැන්ජ්, වෑල්ඩින් බෙල්ල | 4 | 400එල්බී | 62 | ASTM A694 F70 | 4.78 ට වැඩි | පීඑස්එම් 1 | 4 |
| ෆ්ලැන්ජ්, වෑල්ඩින් බෙල්ල | 24 | 400එල්බී | 62 | ASTM A694 F70 | 7.92 යි | පීඑස්එම් 1 | 25 |
| ෆ්ලැන්ජ්, වෑල්ඩින් බෙල්ල | 4 | 400එල්බී | 62 | ASTM A694 F70 | 4.78 ට වැඩි | පීඑස්එම් 1 | 16 |
| ෆ්ලැන්ජ්, වෑල්ඩින් බෙල්ල | 24 | 400එල්බී | 62 | ASTM A694 F70 | 7.92 යි | පීඑස්එම් 1 | 2 |
| ෆ්ලැන්ජ්, වෑල්ඩින් බෙල්ල | 20 | 400එල්බී | 62 | ASTM A694 F70 | 7.14 ශ්රේණිය | පීඑස්එම් 1 | 6 |
| ෆ්ලැන්ජ්, වෑල්ඩින් බෙල්ල | 24 | 400එල්බී | 62 | ASTM A694 F70 | 7.92 යි | පීඑස්එම් 1 | 4 |
| ෆ්ලැන්ජ්, වෑල්ඩින් බෙල්ල | 20 | 400එල්බී | 62 | ASTM A694 F70 | 7.14 ශ්රේණිය | පීඑස්එම් 1 | 10 |
| ෆ්ලැන්ජ්, වෑල්ඩින් බෙල්ල | 12 | 400එල්බී | 62 | ASTM A694 F70 | 4.78 ට වැඩි | පීඑස්එම් 1 | 4 |
| ෆ්ලැන්ජ්, වෑල්ඩින් බෙල්ල | 24 | 400එල්බී | 62 | ASTM A694 F70 | 7.92 යි | පීඑස්එම් 1 | 25 |
| ෆ්ලැන්ජ්, වෑල්ඩින් බෙල්ල | 4 | 400එල්බී | 62 | ASTM A694 F70 | 4.78 ට වැඩි | පීඑස්එම් 1 | 16 |
| ෆ්ලැන්ජ්, වෑල්ඩින් බෙල්ල | 10 | 300එල්බී | 51 | ASTM A694 F65 | 4.78 ට වැඩි | පීඑස්බී 1 | 2 |
| ෆ්ලැන්ජ්, වෑල්ඩින් බෙල්ල | 6 | 300එල්බී | 51 | ASTM A694 F65 | 4.78 ට වැඩි | රාබිග් | 4 |
| ෆ්ලැන්ජ්, වෑල්ඩින් බෙල්ල | 4 | 300එල්බී | 51 | ASTM A694 F65 | 4.78 ට වැඩි | රාබිග් | 4 |
| ෆ්ලැන්ජ්, වෑල්ඩින් බෙල්ල | 18 | 300එල්බී | 51 | ASTM A694 F65 | 4.78 ට වැඩි | රාබිග් | 2 |
| ෆ්ලැන්ජ්, වෑල්ඩින් බෙල්ල | 8 | 300එල්බී | 51 | ASTM A694 F65 | 4.78 ට වැඩි | රාබිග් | 2 |
| ෆ්ලැන්ජ්, වෑල්ඩින් බෙල්ල | 8 | 300එල්බී | 51 | ASTM A694 F65 | 4.78 ට වැඩි | රාබිග් | 2 |
නිති අසන පැණ
1. මල නොබැඳෙන වානේ පයිප්ප සවි කිරීම් වර්ග මොනවාද?
පිළිතුර: මල නොබැඳෙන වානේ පයිප්ප සවිකිරීම් අතරට බට් වෙල්ඩින් පයිප්ප සවිකිරීම්, සොකට් වෙල්ඩින් පයිප්ප සවිකිරීම්, නූල් පයිප්ප සවිකිරීම්, ෆ්ලැන්ජ්, කපාට සහ වෙනත් වර්ග ඇතුළත් වේ.
2. මල නොබැඳෙන වානේ 304 සහ 316 මල නොබැඳෙන වානේ පයිප්ප සවි කිරීම් අතර වෙනස කුමක්ද?
A: 304 මල නොබැඳෙන වානේ බොහෝ යෙදුම් සඳහා සුදුසු වන අතර විශිෂ්ට විඛාදන ප්රතිරෝධයක් ඇත. අනෙක් අතට, 316 මල නොබැඳෙන වානේ ඉතා විඛාදන පරිසරවල වඩා හොඳ විඛාදන ප්රතිරෝධයක් ඇති අතර සමුද්ර හා රසායනික යෙදුම් සඳහා වඩාත් සුදුසු වේ.
3. ව්යාජ බට් වෑල්ඩින් කරන ලද පයිප්ප සවි කිරීම් භාවිතා කිරීමේ වාසි මොනවාද?
A: ව්යාජ බට් වෑල්ඩින් සවි කිරීම් වැඩි දියුණු කළ ශක්තිය, විශ්වසනීයත්වය සහ කාන්දු නොවන සම්බන්ධතා සපයයි. ඒවා විශිෂ්ට බලපෑම් ප්රතිරෝධයක් ලබා දෙන අතර ඉහළ පීඩන සහ ඉහළ උෂ්ණත්ව යෙදීම් සඳහා වඩාත් සුදුසු වේ.
4. බට් වෙල්ඩින් ෆ්ලැන්ජ් එකක් යනු කුමක්ද?
පිළිතුර: බට් වෙල්ඩින් ෆ්ලැන්ජ් එකක් යනු දිගු කේතුකාකාර කේන්ද්රයක් ඇති පයිප්ප ෆ්ලැන්ජ් එකක් වන අතර එය පයිප්පයට වෑල්ඩින් කර ඇත. එය විශිෂ්ට ශක්තියක් සහ අඛණ්ඩතාවයකින් පයිප්පයේ සිට ෆ්ලැන්ජ් දක්වා සුමට සංක්රාන්තියක් සපයයි.
5. පයිප්ප සවිකිරීම් සඳහා බහුලව භාවිතා වන මල නොබැඳෙන වානේ ශ්රේණිය කුමක්ද?
A: මල නොබැඳෙන වානේ ශ්රේණි 304, 316, 304L, 316L සහ 317 ඒවායේ විශිෂ්ට විඛාදන ප්රතිරෝධය, කල්පැවැත්ම සහ බහුකාර්යතාව නිසා පයිප්ප සවිකිරීම්වල බහුලව භාවිතා වේ.
6. ඉහළ උෂ්ණත්ව යෙදීම් වලදී මල නොබැඳෙන වානේ පයිප්ප සවි කිරීම් භාවිතා කළ හැකිද?
පිළිතුර: ඔව්, මල නොබැඳෙන වානේ සවි කිරීම් ඉහළ උෂ්ණත්ව යෙදීම් සඳහා සුදුසු වේ. කෙසේ වෙතත්, භාවිතා කරන මල නොබැඳෙන වානේ ශ්රේණිය යෙදුමේ නිශ්චිත උෂ්ණත්ව අවශ්යතා මත පදනම්ව ප්රවේශමෙන් තෝරා ගත යුතුය.
7. ආහාර පාන කර්මාන්තය සඳහා මල නොබැඳෙන වානේ පයිප්ප සවි කිරීම් සුදුසුද?
පිළිතුර: ඔව්, මල නොබැඳෙන වානේ පයිප්ප සවිකිරීම් ඒවායේ සනීපාරක්ෂාව, විඛාදන ප්රතිරෝධය සහ පහසු නඩත්තුව නිසා ආහාර හා පාන කර්මාන්තයේ බහුලව භාවිතා වේ.
8. සොකට් වෙල්ඩින් සවි කිරීම් සහ බට් වෙල්ඩින් සවි කිරීම් අතර වෙනස කුමක්ද?
පිළිතුර: සොකට් වෑල්ඩින් කරන ලද පයිප්ප සවි කිරීම් නළය සොකට් එකට ඇතුළු කර පසුව නළය සම්බන්ධ කිරීම සඳහා ෆිලට් වෑල්ඩින් සිදු කරයි. අනෙක් අතට, බට් වෑල්ඩින් සවි කිරීම් සඳහා පයිප්පයේ කෙළවර නැමී පසුව වෑල්ඩින් කිරීම අවශ්ය වේ.
9. මල නොබැඳෙන වානේ පයිප්ප සවි කිරීම් ප්රතිචක්රීකරණය කළ හැකිද?
A: ඔව්, මල නොබැඳෙන වානේ පයිප්ප සවි කිරීම් ඉතා ප්රතිචක්රීකරණය කළ හැකිය.මල නොබැඳෙන වානේ යනු එහි ගුණාංග හෝ ගුණාත්මකභාවය නැති නොකර ප්රතිචක්රීකරණය කර නැවත භාවිතා කළ හැකි තිරසාර ද්රව්යයකි.
10. අනෙකුත් ද්රව්ය හා සසඳන විට මල නොබැඳෙන වානේ පයිප්ප සවිකිරීම් භාවිතා කිරීමේ වාසි මොනවාද?
A: මල නොබැඳෙන වානේ පයිප්ප සවි කිරීම් විශිෂ්ට විඛාදන ප්රතිරෝධය, ඉහළ ශක්තිය, කල්පැවැත්ම සහ සනීපාරක්ෂක ගුණාංග වැනි බොහෝ වාසි ලබා දෙයි. ඒවා නඩත්තු කිරීම අඩුයි, දිගු ආයු කාලයක් ඇති අතර පිරිසිදු හා ලස්සන පෙනුමක් ඇත.
නිෂ්පාදන විස්තර ප්රදර්ශනය
1. මුහුණ
මුහුණ (RF), සම්පූර්ණ මුහුණ (FF), මුදු සන්ධිය (RTJ), කට්ට, දිව, හෝ අභිරුචිකරණය කළ හැක.
2. ANSI B16.25 අනුව බෙවල් කෙළවර
3.CNC දඩය අවසන්.
මුහුණත නිමාව: ෆ්ලැන්ජ් මුහුණතෙහි නිමාව මනිනු ලබන්නේ අංක ගණිතමය සාමාන්ය රළුබව උස (AARH) ලෙස ය. නිමාව තීරණය කරනු ලබන්නේ භාවිතා කරන ප්රමිතිය අනුව ය. උදාහරණයක් ලෙස, ANSI B16.5 125AARH-500AARH (3.2Ra සිට 12.5Ra) පරාසයක් තුළ මුහුණත නිමාවන් නියම කරයි. වෙනත් නිමාවන් අවශ්ය විට ලබා ගත හැකිය, උදාහරණයක් ලෙස 1.6 Ra max,1.6/3.2 Ra, 3.2/6.3Ra හෝ 6.3/12.5Ra. 3.2/6.3Ra පරාසය වඩාත් සුලභ වේ.
සලකුණු කිරීම සහ ඇසුරුම් කිරීම
• සෑම ස්ථරයක්ම මතුපිට ආරක්ෂා කිරීම සඳහා ප්ලාස්ටික් පටල භාවිතා කරයි.
• සියලුම මල නොබැඳෙන වානේ සඳහා ප්ලයිවුඩ් කේස් මගින් ඇසුරුම් කර ඇත. විශාල ප්රමාණයේ කාබන් ෆ්ලැන්ජ් සඳහා ප්ලයිවුඩ් පැලට් මගින් ඇසුරුම් කර ඇත. නැතහොත් අභිරුචිකරණය කළ හැකි ඇසුරුම්.
• ඉල්ලීම මත නැව්ගත කිරීමේ ලකුණක් කළ හැකිය
• නිෂ්පාදනවල සලකුණු කැටයම් කළ හැකිය හෝ මුද්රණය කළ හැකිය. OEM පිළිගනු ලැබේ.
පරීක්ෂාව
• UT පරීක්ෂණය
• පීටී පරීක්ෂණය
• MT පරීක්ෂණය
• මාන පරීක්ෂණය
බෙදා හැරීමට පෙර, අපගේ QC කණ්ඩායම NDT පරීක්ෂණය සහ මාන පරීක්ෂාව සංවිධානය කරනු ඇත. TPI (තෙවන පාර්ශවීය පරීක්ෂාව) ද පිළිගනු ඇත.
නිෂ්පාදන ක්රියාවලිය
| 1. අව්යාජ අමුද්රව්ය තෝරන්න | 2. අමුද්රව්ය කපන්න | 3. පෙර රත් කිරීම |
| 4. ව්යාජ ලෙස සකස් කිරීම | 5. තාප පිරියම් කිරීම | 6. රළු යන්ත්රෝපකරණ |
| 7. විදුම් | 8. සියුම් යන්ත්රෝපකරණ | 9. සලකුණු කිරීම |
| 10. පරීක්ෂාව | 11. ඇසුරුම් කිරීම | 12. භාරදීම |
සහයෝගිතා නඩුව
තුර්කියේ ව්යාපෘතියක්, ස්වාභාවික වායු නල මාර්ගවල ෆ්ලැන්ජ් භාවිතා වේ. එම සියලුම ෆ්ලැන්ජ් TUV විසින් අනුමත කර ඇත.
ෆ්ලැන්ජ් දත්ත පත්රිකාව
1. ෆ්ලැන්ජ් මානයන් සහ ඉවසීම් ASME B16.5 අනුව විය යුතුය.
2. ෆ්ලැන්ජ් නිෂ්පාදනය කළ යුත්තේ ව්යාජ ලෙස සකස් කිරීමෙනි.
3. ද්රව්ය ASTM A105, ASTM A694 F65 සහ ASTM A694 F70 ප්රමිතීන්ට අනුකූල විය යුතුය.
4. ASTM A694 F65 සහ ASTM A694 F70 ෆ්ලැන්ජ් නිවා දමා තෙම්පරාදු කළ යුතුය.
5. TPI පරීක්ෂණ සඳහා ද්රව්ය පරීක්ෂණ සහතික සහ තාප පිරියම් කිරීමේ වාර්තා ලබා ගත හැකි විය යුතුය.
6. WN ෆ්ලැන්ජ් ASME B16.25 ට අනුකූලව බෙවල් කෙළවර සහිත විය යුතුය.
7. ද්රව්ය රසායනික හා යාන්ත්රික පරීක්ෂණ අගයන් (බලපෑම, අස්වැන්න, ආතන්ය ආදිය) අදාළ ප්රමිතීන්ට අනුකූල විය යුතුය.
8. මලකඩ වැළැක්වීම සඳහා සියලුම මතුපිට යන්ත්රෝපකරණ කර විනිවිද පෙනෙන තෙල්වලින් වාර්නිෂ් කළ යුතුය.
9. ලකුණු කිරීමෙහි පහත තොරතුරු ඇතුළත් විය යුතුය,
• විෂ්කම්භය (උදා. 6”)
• පීඩන පන්තිය (උදා. 150 LB)
• ද්රව්ය ශ්රේණිය (නිදසුනක් ලෙස ASTM A 105)
• බිත්ති ඝණකම (උදා. 4,78 මි.මී.)
• තාප අංකය (උත්. 138413)
• නිෂ්පාදන ප්රමිතිය (ASME B16.5)
10. ද්රව්ය මතුපිට දෝෂ සහ ඉරිතැලීම් වලින් තොර විය යුතුය. වෙල්ඩින් අලුත්වැඩියාවන් දැඩි ලෙස තහනම්ය.
11. සියලුම ෆ්ලැන්ජ් මුද්රා තැබීමේ මතුපිටක් සහිතව ඉහළට මුහුණත (RF) තිබිය යුතුය. මුද්රා තැබීමේ මතුපිට ASME B46.1 ට අනුව Ra 3,2 – 6,3 µm (125 – 250 mic. inc.) විය යුතුය.
12. යන්ත්රෝපකරණ සහ මුද්රා තැබීමේ මතුපිට වලට සිදුවන හානි වැළැක්වීම සඳහා ද්රව්ය ඇසුරුම් කළ යුතුය.
13. සියලුම මානයන් ධන (+) ඉවසීම් වලින් යුක්ත විය යුතුය. අඩු ඉවසීම් සපුරා තහනම්ය.
14. ෆ්ලැන්ජ් බෙවලිං ASME B16.25 ට අනුකූලව සිදු කළ යුතුය.
15. නිෂ්පාදන ක්රියාවලිය ඕනෑම අවස්ථාවක TPI මගින් පරීක්ෂා කරනු ලැබේ.
16. රසායනික/යාන්ත්රික පරීක්ෂණ සාම්පල සඳහා TPI ඕනෑම ද්රව්යයකින් සාම්පල ලබා ගත හැක.
17. පැමිණෙන පරීක්ෂණ වාර්තාව TPI විසින් සමාලෝචනය කළ යුතුය.
| අයිතමය | ප්රමාණය (අඟල්) | පීඩන පන්තිය | CS | ද්රව්ය | WT (මි.මී.) | ස්ථානය | ප්රමාණය. |
| සෝර්ෆ් | 12 | 150එල්බී | 20 | ඒ 105 | - | ටැංකි ෆ්ලැන්ජ් | 48 |
| සෝර්ෆ් | 8 | 150එල්බී | 20 | ඒ 105 | - | ටැංකි ෆ්ලැන්ජ් | 32 |
| සෝර්ෆ් | 3 | 150එල්බී | 20 | ඒ 105 | - | ටැංකි ෆ්ලැන්ජ් | 32 |
| ෆ්ලැන්ජ්, වෑල්ඩින් බෙල්ල | 24 | 150එල්බී | 20 | ඒ 105 | 14 | ටැංකි ෆ්ලැන්ජ් | 2 |
| ෆ්ලැන්ජ්, වෑල්ඩින් බෙල්ල | 24 | 150එල්බී | 20 | ඒ 105 | 5.54 ශ්රේණිය | ටැංකි ෆ්ලැන්ජ් | 4 |
| සෝර්ෆ් | 20 | 150එල්බී | 20 | ඒ 105 | - | ටැංකි ෆ්ලැන්ජ් | 6 |
| ෆ්ලැන්ජ්, වෑල්ඩින් බෙල්ල | 24 | 150එල්බී | 20 | ඒ 105 | 5.54 ශ්රේණිය | ටැංකි ෆ්ලැන්ජ් | 8 |
| ෆ්ලැන්ජ්, වෑල්ඩින් බෙල්ල | 24 | 150එල්බී | 20 | ඒ 105 | 14 | ටැංකි ෆ්ලැන්ජ් | 8 |
| ෆ්ලැන්ජ්, වෑල්ඩින් බෙල්ල | 24 | 150එල්බී | 20 | ඒ 105 | 16 | ටැංකි ෆ්ලැන්ජ් | 8 |
| සෝර්ෆ් | 3 | 150එල්බී | 20 | ඒ 105 | - | ටැංකි ෆ්ලැන්ජ් | 24 |
| සෝර්ෆ් | 20 | 150එල්බී | 20 | ඒ 105 | - | ටැංකි ෆ්ලැන්ජ් | 6 |
| ෆ්ලැන්ජ්, වෑල්ඩින් බෙල්ල | 24 | 150එල්බී | 20 | ඒ 105 | 5.54 ශ්රේණිය | ටැංකි ෆ්ලැන්ජ් | 8 |
| ෆ්ලැන්ජ්, වෑල්ඩින් බෙල්ල | 24 | 150එල්බී | 20 | ඒ 105 | 14 | ටැංකි ෆ්ලැන්ජ් | 16 |
| අයිතමය | ප්රමාණය (අඟල්) | පීඩන පන්තිය | CS | ද්රව්ය | WT (මි.මී.) | ස්ථානය | ප්රමාණය. |
| ෆ්ලැන්ජ්, වෑල්ඩින් බෙල්ල | 24 | 400එල්බී | 62 | ASTM A694 F70 | 7.92 යි | පීඑස්එම් 1 | 2 |
| ෆ්ලැන්ජ්, වෑල්ඩින් බෙල්ල | 20 | 400එල්බී | 62 | ASTM A694 F70 | 7.14 ශ්රේණිය | පීඑස්එම් 1 | 6 |
| ෆ්ලැන්ජ්, වෑල්ඩින් බෙල්ල | 24 | 400එල්බී | 62 | ASTM A694 F70 | 7.92 යි | පීඑස්එම් 1 | 4 |
| ෆ්ලැන්ජ්, වෑල්ඩින් බෙල්ල | 20 | 400එල්බී | 62 | ASTM A694 F70 | 7.14 ශ්රේණිය | පීඑස්එම් 1 | 10 |
| ෆ්ලැන්ජ්, වෑල්ඩින් බෙල්ල | 12 | 400එල්බී | 62 | ASTM A694 F70 | 4.78 ට වැඩි | පීඑස්එම් 1 | 4 |
| ෆ්ලැන්ජ්, වෑල්ඩින් බෙල්ල | 4 | 400එල්බී | 62 | ASTM A694 F70 | 4.78 ට වැඩි | පීඑස්එම් 1 | 4 |
| ෆ්ලැන්ජ්, වෑල්ඩින් බෙල්ල | 24 | 400එල්බී | 62 | ASTM A694 F70 | 7.92 යි | පීඑස්එම් 1 | 25 |
| ෆ්ලැන්ජ්, වෑල්ඩින් බෙල්ල | 4 | 400එල්බී | 62 | ASTM A694 F70 | 4.78 ට වැඩි | පීඑස්එම් 1 | 16 |
| ෆ්ලැන්ජ්, වෑල්ඩින් බෙල්ල | 24 | 400එල්බී | 62 | ASTM A694 F70 | 7.92 යි | පීඑස්එම් 1 | 2 |
| ෆ්ලැන්ජ්, වෑල්ඩින් බෙල්ල | 20 | 400එල්බී | 62 | ASTM A694 F70 | 7.14 ශ්රේණිය | පීඑස්එම් 1 | 6 |
| ෆ්ලැන්ජ්, වෑල්ඩින් බෙල්ල | 24 | 400එල්බී | 62 | ASTM A694 F70 | 7.92 යි | පීඑස්එම් 1 | 4 |
| ෆ්ලැන්ජ්, වෑල්ඩින් බෙල්ල | 20 | 400එල්බී | 62 | ASTM A694 F70 | 7.14 ශ්රේණිය | පීඑස්එම් 1 | 10 |
| ෆ්ලැන්ජ්, වෑල්ඩින් බෙල්ල | 12 | 400එල්බී | 62 | ASTM A694 F70 | 4.78 ට වැඩි | පීඑස්එම් 1 | 4 |
| ෆ්ලැන්ජ්, වෑල්ඩින් බෙල්ල | 24 | 400එල්බී | 62 | ASTM A694 F70 | 7.92 යි | පීඑස්එම් 1 | 25 |
| ෆ්ලැන්ජ්, වෑල්ඩින් බෙල්ල | 4 | 400එල්බී | 62 | ASTM A694 F70 | 4.78 ට වැඩි | පීඑස්එම් 1 | 16 |
| ෆ්ලැන්ජ්, වෑල්ඩින් බෙල්ල | 10 | 300එල්බී | 51 | ASTM A694 F65 | 4.78 ට වැඩි | පීඑස්බී 1 | 2 |
| ෆ්ලැන්ජ්, වෑල්ඩින් බෙල්ල | 6 | 300එල්බී | 51 | ASTM A694 F65 | 4.78 ට වැඩි | රාබිග් | 4 |
| ෆ්ලැන්ජ්, වෑල්ඩින් බෙල්ල | 4 | 300එල්බී | 51 | ASTM A694 F65 | 4.78 ට වැඩි | රාබිග් | 4 |
| ෆ්ලැන්ජ්, වෑල්ඩින් බෙල්ල | 18 | 300එල්බී | 51 | ASTM A694 F65 | 4.78 ට වැඩි | රාබිග් | 2 |
| ෆ්ලැන්ජ්, වෑල්ඩින් බෙල්ල | 8 | 300එල්බී | 51 | ASTM A694 F65 | 4.78 ට වැඩි | රාබිග් | 2 |
| ෆ්ලැන්ජ්, වෑල්ඩින් බෙල්ල | 8 | 300එල්බී | 51 | ASTM A694 F65 | 4.78 ට වැඩි | රාබිග් | 2 |
නල සවි කිරීම් යනු නල පද්ධතියේ තීරණාත්මක සංරචක වන අතර ඒවා සම්බන්ධ කිරීම, හරවා යැවීම, හැරවීම, ප්රමාණය වෙනස් කිරීම, මුද්රා තැබීම හෝ තරල ප්රවාහය පාලනය කිරීම සඳහා භාවිතා කරයි. ඉදිකිරීම්, කර්මාන්ත, බලශක්ති සහ නාගරික සේවා වැනි ක්ෂේත්රවල ඒවා බහුලව භාවිතා වේ.
ප්රධාන කාර්යයන්:එයට පයිප්ප සම්බන්ධ කිරීම, ප්රවාහ දිශාව වෙනස් කිරීම, ප්රවාහ බෙදීම සහ ඒකාබද්ධ කිරීම, නල විෂ්කම්භයන් සකස් කිරීම, පයිප්ප මුද්රා තැබීම, පාලනය කිරීම සහ නියාමනය කිරීම වැනි කාර්යයන් ඉටු කළ හැකිය.
යෙදුම් විෂය පථය:
- ගොඩනැගිලි ජල සැපයුම සහ ජලාපවහනය:ජල නල ජාල සඳහා PVC වැලමිට සහ PPR ට්රිස් භාවිතා වේ.
- කාර්මික නල මාර්ග:රසායනික මාධ්ය ප්රවාහනය සඳහා මල නොබැඳෙන වානේ ෆ්ලැන්ජ් සහ මිශ්ර වානේ වැලමිට භාවිතා කරයි.
- බලශක්ති ප්රවාහනය:තෙල් සහ ගෑස් නල මාර්ගවල අධි පීඩන වානේ පයිප්ප සවි කිරීම් භාවිතා වේ.
- HVAC (උණුසුම, වාතාශ්රය සහ වායු සමීකරණය):ශීතකාරක නල මාර්ග සම්බන්ධ කිරීම සඳහා තඹ පයිප්ප සවි කිරීම් භාවිතා කරන අතර, කම්පනය අඩු කිරීම සඳහා නම්යශීලී සන්ධි භාවිතා කරයි.
- කෘෂිකාර්මික වාරිමාර්ග:ඉක්මන් සම්බන්ධක මඟින් ඉසින වාරිමාර්ග පද්ධති එකලස් කිරීම සහ විසුරුවා හැරීම පහසු කරයි.
-

අභිරුචිකරණය කළ ෆ්ලැන්ජ් ANSI/ASME/JIS සම්මත කාබන්...
-

අභිරුචිකරණය කරන ලද සම්මත නොවන ටියුබ් ෂීට් ෆ්ලැන්ජ් පැල්ලම...
-

ASME B16.5 BL RF ASTM A182 F316L මල නොබැඳෙන වානේ...
-

WN ANSI B16.36 විවරය වෑල්ඩින් බෙල්ලේ ෆ්ලැන්ජ් එක ja සමඟ...
-

කාබන් වානේ වෑල්ඩින් බෙල්ල වර්ගය 6″ ANSI පන්තිය...
-

පයිප්ප සවි කිරීම් A105 පන්තිය 150 Ss කාබන් වානේ ප්ලේ...




